
Die keuse van die regte tipe masjien in multi-as CNC-bewerking is een van die belangrikste besluite. Dit bepaal die algehele vermoëns van die proses, die ontwerpe wat moontlik is, en die algehele koste. 3-as vs 4-as vs 5-as CNC-bewerking is 'n gewilde debat en die regte antwoord hang af van die vereistes van die projek.
Hierdie gids sal kyk na die basiese beginsels van multi-as CNC-bewerking en 3-as, 4-as en 5-as CNC-bewerking vergelyk om te help om die regte keuse te maak.
Inleiding tot 3-As Bewerking

Die spil beweeg lineêr in X-, Y- en Z-rigtings en die werkstuk benodig toebehore wat dit in een vlak hou. Die opsie om op verskeie vlakke te werk is moontlik in moderne masjiene. Maar hulle benodig spesiale toebehore wat effens duur is om te maak en ook baie tyd in beslag neem.
Daar is egter ook beperkings op wat 3-as CNC's kan doen. Baie funksies is óf ekonomies onlewensvatbaar, ten spyte van die relatiewe pryse van 3-as CNC's, óf is eenvoudig onmoontlik. Byvoorbeeld, 3-as masjiene kan nie hoekige funksies of enigiets skep wat op die XYZ-koördinaatstelsel is nie.
In teenstelling hiermee kan 3-as-masjiene ondersny-eienskappe skep. Hulle benodig egter verskeie voorvereistes en spesiale snyers soos T-gleuf- en swaelstertsnyers. Om aan hierdie vereistes te voldoen, kan soms die pryse die hoogte inskiet en soms word dit meer lewensvatbaar om te kies vir 'n 4-as- of 5-as-CNC-freesoplossing.
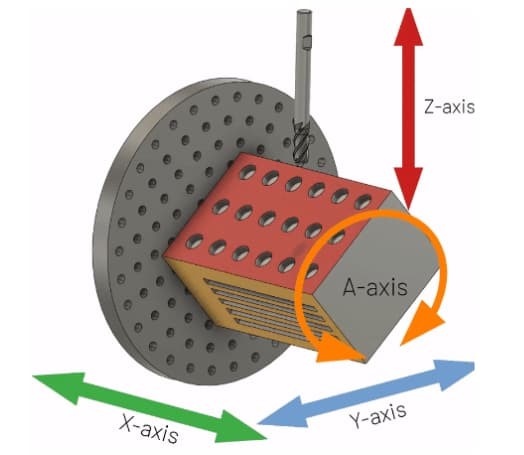
Inleiding tot 4-As Bewerking
4-as-bewerking is meer gevorderd as sy 3-as-eweknieë. Benewens die beweging van die snygereedskap in XYZ-vlakke, laat hulle die werkstuk ook toe om op die Z-as te roteer. Dit beteken dat 4-as-freeswerk aan soveel as 4 kante kan werk sonder enige spesiale vereistes soos unieke toebehore of snygereedskap.
Soos voorheen genoem, maak die bykomende as op hierdie masjiene hulle meer ekonomies lewensvatbaar vir sommige gevalle waar 3-as-masjiene die werk kan doen, maar met spesiale vereistes. Die bykomende koste wat nodig is om die regte toebehore en snygereedskap op 3-as te maak, oorskry die totale kosteverskil tussen die 4-as- en 3-as-masjiene. Dit maak hulle 'n meer lewensvatbare keuse vir sommige projekte.
Boonop is nog 'n belangrike aspek van 4-as freeswerk die algehele gehalte. Aangesien hierdie masjiene aan 4 kante gelyktydig kan werk, is dit nie nodig om die werkstuk op die toebehore te herposisioneer nie. Dit verminder die kanse op menslike foute en verbeter die algehele akkuraatheid.
Vandag is daar twee tipes 4-as CNC-bewerking; deurlopende en indekserende.
Deurlopende bewerking laat die snygereedskap en die werkstuk toe om gelyktydig te beweeg. Dit beteken dat die masjien materiaal kan sny terwyl dit roteer. Dit maak komplekse boë en vorms soos helikse baie maklik om te bewerk.
Indeksbewerking, aan die ander kant, werk in fases. Die snygereedskap stop sodra die werkstuk om die Z-vlak begin draai. Dit beteken dat indeksmasjiene nie dieselfde vermoëns het nie, want hulle kan nie komplekse boë en vorms skep nie. Die enigste voordeel is die feit dat die werkstuk nou aan 4 verskillende kante bewerk kan word sonder dat enige spesiale toebehore nodig is wat noodsaaklik is in 'n 3-as-masjien.
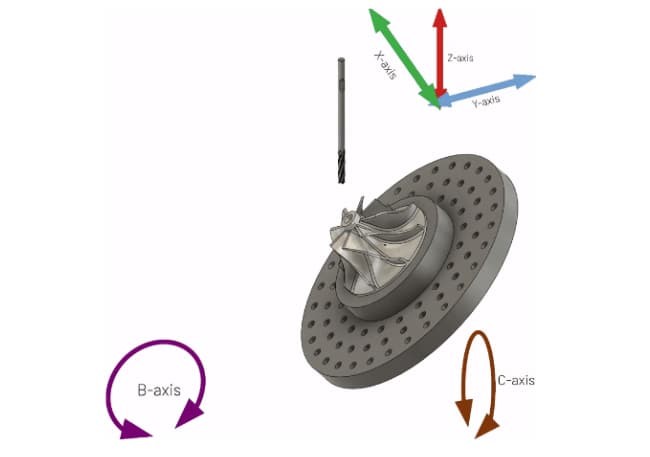
Inleiding tot 5-As Bewerking
5-as-bewerking neem dinge 'n stap verder en laat rotasie op twee vlakke toe. Hierdie multi-as-rotasie, tesame met die snygereedskap se vermoë om in drie rigtings te beweeg, is die twee integrale eienskappe wat dit vir hierdie masjiene moontlik maak om die mees komplekse take te hanteer.
Daar is twee soorte 5-as CNC-bewerking op die mark beskikbaar. 3+2-as-bewerking en deurlopende 5-as-bewerking. Beide werk in alle vlakke, maar eersgenoemde het dieselfde beperkings en werkbeginsel as 'n indekserende 4-as-masjien.
Die 3+2-as CNC-bewerking laat rotasie onafhanklik van mekaar toe, maar beperk die gebruik van beide koördinaatvlakke gelyktydig. In teenstelling hiermee kom deurlopende 5-as-bewerking nie met sulke beperkings nie. Dit bied beter beheer en die vermoë om die mees komplekse geometrieë gerieflik te bewerk.
Hoofverskille tussen 3-, 4-, 5-as CNC-bewerking
Om die kompleksiteite en beperkings van die soort CNC-bewerking te verstaan, is dit noodsaaklik om die beste balans tussen die koste, tyd en kwaliteit van die proses te verseker.
Soos voorheen genoem, sou talle projekte duurder wees op 'n andersins ekonomiese 3-as-freesmasjien as gevolg van die ingewikkeldhede wat verband hou met toebehore en prosesse. Net so sou die keuse van 'n 5-as-freesmasjien vir elke projek sinoniem wees met die bestryding van kakkerlakke met 'n masjiengeweer. Klink nie effektief nie, reg?
Dit is presies die rede waarom dit noodsaaklik is om die hoofverskille tussen 3-as-, 4-as- en 5-as-bewerking te verstaan. Deur dit te doen, kan verseker word dat die beste soort masjien vir enige spesifieke projek gekies word sonder enige kompromie oor die noodsaaklike kwaliteitsparameters.
Hier is die 5 hoofverskille tussen die soorte CNC-bewerking.
Werkbeginsel
Die werkbeginsel van alle CNC-bewerking is dieselfde. Die snygereedskap, gelei deur 'n rekenaar, draai om die werkstuk om materiaal te verwyder. Verder gebruik alle CNC-masjiene óf M-kodes óf G-kodes om die beweging van die gereedskap relatief tot die werkstuk te ontsyfer.

Die verskil lê in die bykomende vermoë om om verskillende vlakke te roteer. Beide 4-as en 5-as CNC-freeswerk laat rotasie om verskillende koördinate toe en hierdie eienskap lei tot die skep van meer komplekse vorms met relatiewe gemak.
Presisie en Akkuraatheid
CNC-bewerking is bekend vir sy akkuraatheid en lae toleransies. Die tipe CNC beïnvloed egter wel die finale toleransies van die produk. 3-as CNC, hoewel baie akkuraat, sal meer kanse op ewekansige foute hê as gevolg van die konsekwente herposisionering van die werkstuk. Vir die meeste toepassings is hierdie foutmarge weglaatbaar. Vir sensitiewe toepassings met betrekking tot lugvaart- en motortoepassings kan selfs die kleinste afwyking egter probleme veroorsaak.

Beide 4-as en 5-as CNC-bewerking het nie daardie probleem nie, aangesien hulle geen herposisionering benodig nie. Hulle laat sny op verskeie vlakke op 'n enkele toebehore toe. Verder is dit belangrik om daarop te let dat dit ook die enigste bron van verskil in die kwaliteit van 3-as-bewerking is. Afgesien hiervan bly die algehele kwaliteit in terme van presisie en akkuraatheid dieselfde.
Toepassings
Eerder as bedryfswye toepassing, hou die verskille in die tipe CNC verband met die aard van die produk. Byvoorbeeld, die verskil tussen 3-as, 4-as en 5-as freesprodukte sal gebaseer wees op die algehele kompleksiteit van die ontwerp eerder as die bedryf self.
'n Eenvoudige onderdeel vir die lugvaartsektor kan op 'n 3-as-masjien ontwikkel word, terwyl iets kompleks vir enige ander sektor die gebruik van 'n 4-as- of 5-as-masjien mag vereis.
Koste
Koste is van die primêre verskille tussen 3-, 4- en 5-as CNC-freeswerk. 3-as-masjiene is natuurlik meer ekonomies om aan te koop en te onderhou. Die koste verbonde aan die gebruik daarvan hang egter af van faktore soos die toebehore en die beskikbaarheid van die operateurs. Terwyl die koste wat aan operateurs aangegaan word dieselfde bly in die geval van 4-as- en 5-as-masjiene, neem die toebehore steeds 'n beduidende deel van die uitgawes op.
Aan die ander kant is 4- en 5-as-bewerking meer tegnologies gevorderd en het beter eienskappe. Daarom is hulle natuurlik duur. Hulle bring egter baie vermoëns na die tafel en is 'n lewensvatbare keuse in baie unieke gevalle. Een daarvan is reeds voorheen bespreek waar 'n ontwerp wat teoreties moontlik is met 'n 3-as-masjien baie pasgemaakte toebehore sou benodig. Dit verhoog die totale koste en maak 4-as- of 5-as-bewerking 'n meer lewensvatbare opsie.
Leidtyd
Wat die algehele levertye betref, lewer deurlopende 5-as-masjiene die beste algehele resultate. Hulle kan selfs die mees komplekse vorms in die kortste tyd verwerk as gevolg van 'n gebrek aan onderbrekings en enkelstap-bewerking.
Kontinue 4-as masjiene kom daarna, aangesien hulle rotasie in een as toelaat en slegs planêre hoekeienskappe in een slag kan hanteer.
Laastens het 3-as CNC-masjiene die langste levertyd omdat die snywerk in stadiums plaasvind. Verder beteken die beperkings van 3-as-masjiene dat daar baie herposisionering van die werkstuk sal wees, wat 'n toename in die algehele levertye vir enige projek tot gevolg sal hê.
3-as vs 4-as vs 5-as freeswerk, watter is beter?
In vervaardiging is daar nie so iets soos 'n absoluut beter metode of 'n een-grootte-pas-almal-oplossing nie. Die regte keuse hang af van die ingewikkeldhede van die projek, die algehele begroting, tyd en die kwaliteitsvereistes.
3-as teenoor 4-as teenoor 5-as, almal het hul voor- en nadele. Natuurlik kan die 5-as meer komplekse 3D-geometrieë skep, terwyl die 3-as vinnig en konsekwent eenvoudiger stukke kan produseer.
Om op te som, daar is geen antwoord op die vraag watter een die beter keuse is nie. Enige bewerkingsmetode wat die perfekte balans tussen koste, tyd en resultate lewer, sal 'n ideale keuse vir 'n spesifieke projek wees.
Lees meer: CNC-freeswerk vs. CNC-draaiwerk: Watter een is reg om te kies
Begin u projekte met Guansheng se CNC-bewerkingsdienste
Vir enige projek of besigheid kan die regte vervaardigingsvennoot die verskil tussen sukses en mislukking wees. Vervaardiging is 'n integrale deel van die produkontwikkelingsproses en die regte keuses in daardie stadium kan 'n lang pad stap om 'n produk lewensvatbaar te maak. Guangsheng is die ideale vervaardigingskeuse vir enige situasie vanweë hul aandrang om die beste met die grootste konsekwentheid te lewer.
Toegerus met 'n moderne fasiliteit en ervare span, kan Guangsheng alle soorte 3-as, 4-as of 5-as bewerkingswerk hanteer. Met streng kwaliteitskontroles in plek, kan ons waarborg dat finale onderdele sonder uitsondering aan alle soorte kwaliteitskontroles voldoen.
Verder onderskei Guangsheng hul vinnigste levertye en die mees mededingende pryse in die mark. Boonop is die proses ook geoptimaliseer om die kliënt te vergemaklik. Laai eenvoudig die ontwerpe op om 'n omvattende DFM-analise en 'n onmiddellike kwotasie te kry om te begin.
Outomatisering en aanlyn oplossings is die sleutels tot die toekoms van vervaardiging en Guangsheng verstaan dit. Daarom is alles wat jy nodig het vir die beste resultate net 'n klik weg.
Gevolgtrekking
Alle 3-, 4- en 5-as CNC's is verskillend en elke tipe kom met sy sterk- of swakpunte. Die regte keuse kom egter neer op die unieke vereistes van 'n projek en sy eise. Daar is geen regte keuse in vervaardiging nie. Die korrekte benadering is om die mees optimale kombinasie van kwaliteit, koste en tyd te vind. Iets wat al drie tipes CNC kan lewer gebaseer op die vereistes van 'n spesifieke projek.
Plasingstyd: 29 Nov 2023